


| マシン形式 | 製品肉厚(mm) | 鋳造方案 | 製品湯口比 | 溶湯処理 | 鋳造圧力 (Mpa) |
|
|---|---|---|---|---|---|---|
| 最小 | 最大 | |||||
| 横射出横型 | 1 | 7~8 | 標準 | 約50% | 一般に簡単 | アルミ ダイカストで 30~10 |
| 湯口速度 | サイクル タイム |
離型剤 | 金型寿命 | 環境 | 設備費 | 特許料 | 生産性 | 欠点 |
|---|---|---|---|---|---|---|---|---|
| 30~70 | 標準 | 油性・ 水溶性 |
約5万 ショット |
標準 | 標準 | なし | 良い | 鋳巣の発生を避けられない |

| マシン形式 | 製品肉厚(mm) | 鋳造方案 | 製品湯口比 | 溶湯処理 | 鋳造圧力 (Mpa) |
|
|---|---|---|---|---|---|---|
| 最小 | 最大 | |||||
| 形式に無関係 | 1 | 7~8 | ガス抜き部にマスベント又は溶湯ストップバルブを取付ける | 約50% | 一般に簡単 | 普通ダイカスト法とほぼ同じ |
| 湯口速度 | サイクル タイム |
離型剤 | 金型寿命 | 環境 | 設備費 | 特許料 | 生産性 | 欠点 |
|---|---|---|---|---|---|---|---|---|
| 30~70 | 標準 | 油性・ 水溶性 |
普通ダイカスト法よりやや長い | 標準 | 真空装置を必要とする | 普通法は通常なしその他は有料 | 普通ダイカスト法とほぼ同じ | 真空装置を必要とする 脱ガス効果は方法によって差がある |

| マシン形式 | 製品肉厚(mm) | 鋳造方案 | 製品湯口比 | 溶湯処理 | 鋳造圧力 (Mpa) |
|
|---|---|---|---|---|---|---|
| 最小 | 最大 | |||||
| 横射出横型 | 1 | 7~8 | 標準 | 約50% | 一般に簡単 | ダイカスト 120 局部加圧 150 |
| 湯口速度 | サイクル タイム |
離型剤 | 金型寿命 | 環境 | 設備費 | 特許料 | 生産性 | 欠点 |
|---|---|---|---|---|---|---|---|---|
| 30~70 | 普通ダイカスト法より僅かに長い | 油性・ 水溶性 |
普通ダイカスト法よりやや短い | 標準 | 局部加圧用シリンダブランジャなどを必要とする | 不明 | 良い | ひけ巣はなくなるが巻込み巣は残りガス含有量は減らない |

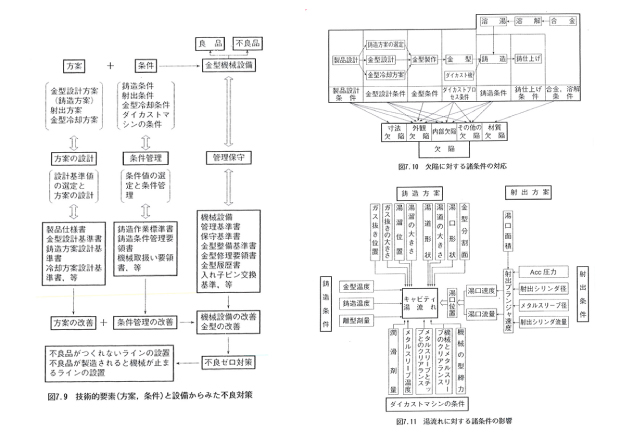
クリックで拡大PDF が表示できます。
参照/「軽合金鋳物ダイカストの生産技術」(財団法人素形材センター)

クリックで拡大PDF が表示できます。
参照/「軽合金鋳物ダイカストの生産技術」(財団法人素形材センター)


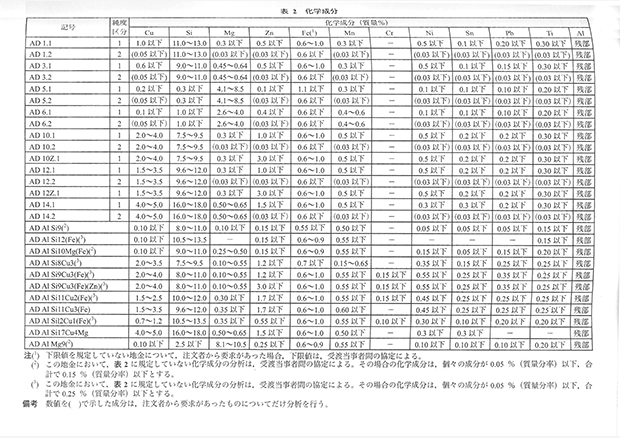
クリックで拡大PDFが表示できます。
参照/「JISハンドブック2014 3 非鉄」(日本規格協会)


ご質問・お見積りはこちらからご連絡ください。
![]()